インベストメント精密鋳造
高付加価値の鋳造製品を生み出す

■寸法精度(mm)
寸法
|
一般公差 |
特別公差 |
|---|---|---|
10以下 |
±0.25 |
±0.15 |
10〜25 |
±0.30 |
±0.20 |
25〜50 |
±0.40 |
±0.30 |
50〜100 |
±0.50 |
±0.45 |
100〜150 |
±0.70 |
±0.60 |
150以上 |
±1% |
±0.5% |
角度 |
±1° |
±0.5° |
昭和鉄工では、ロストワックス法を用いたインベストメント精密鋳造により、高精度で付加価値の高い鋳造製品を生み出しています。
1.小ロットから量産品まで対応でき、リピートオーダーも半永久的に行えます。
2.複雑な形状や機械加工が困難な形状のものが作れます。
3.高価な材質でも切削加工による材料ロスがほとんどありません。
4.形状・寸法とも完成品に近いニアネットシェイプで、加工費がほとんどかかりません。
5.方向性のない健全な材質が得られます。
以下の条件で製造対応可能です。
重 量:5g〜70Kg
外 径:最大φ600×400mm
ロット:10〜3000個
■製造工程
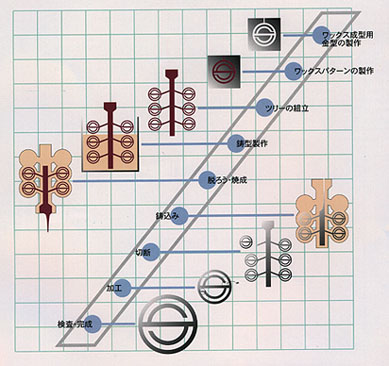

1.まず、ワックスパターン成型のための金型を製作します。
2.金型にワックスを注入し、ワックスパターンを成型します。
3.ワックスパターンをツリー状につなぎ合わせます。
4.ツリーにシェルをモールディングします。
※ワックス成型からモールディング装置による鋳型製作まで、自動システムで行っております。
5.シェルを焼成・脱ろうして、鋳型が完成します。
※脱ろう後のワックスは回収し、再利用します。
6.鋳型に湯(溶融金属)を流し込み(鋳込み)ます。
7.冷却後、型バラシおよび湯口系と製品の切断・分離を同時に短時間で行います。
8.必要な機械加工を施し、検査に合格したら製品の完成です。
■主要設備一覧
| No. | 設備名 |
|
能力・備考 |
|---|---|---|---|
|
インジェクションマシン | 11 |
30t、15t、3t、1t |
|
ハンガー式モールディング装置 |
1 |
サイズΦ300×300、能力6,000M/月 |
|
手動式モールディング装置 | 1 |
サイズΦ600×600、能力1,000M/月 |
|
オートクレーブ | 1 |
|
|
高周波溶解炉 | 5 |
80Kg×2基、250Kg×2基、50Kg RO 1基 |
|
ショットブラスト | 4 |
|
|
エアーブラスト | 3 |
|
|
ベルダー | 複数 |
|
|
TIG溶接機 | 3 |
|
|
歪矯正機 |
2 |
|
|
高圧洗浄機 | 1 |
|
| 12 | 高速切断機 | 3 |